How Television Tubes are Made
|
||||
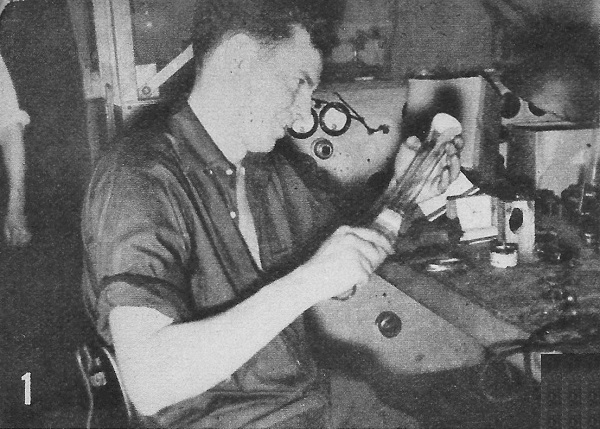
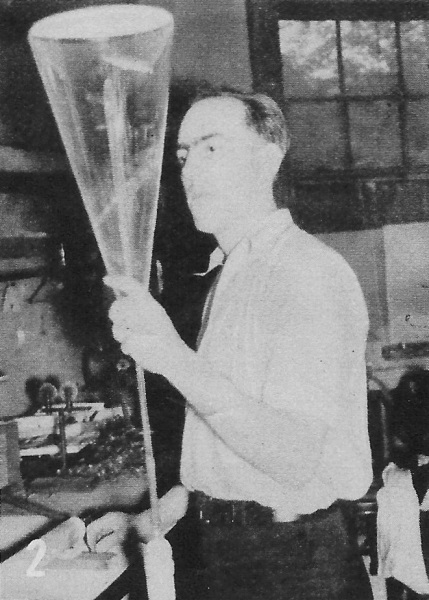
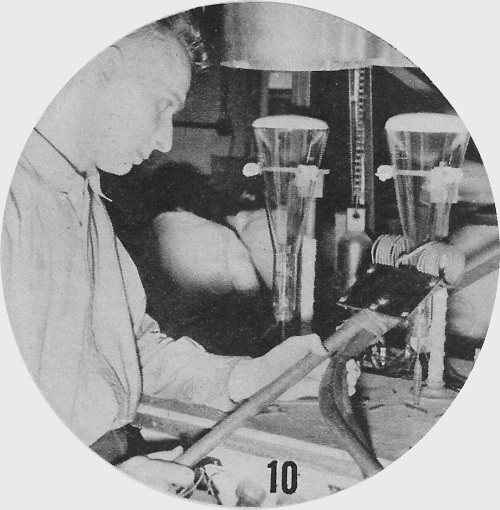
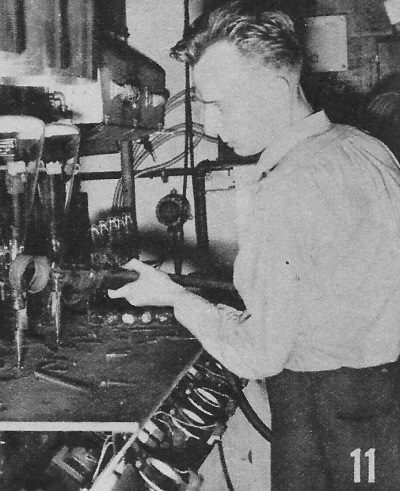
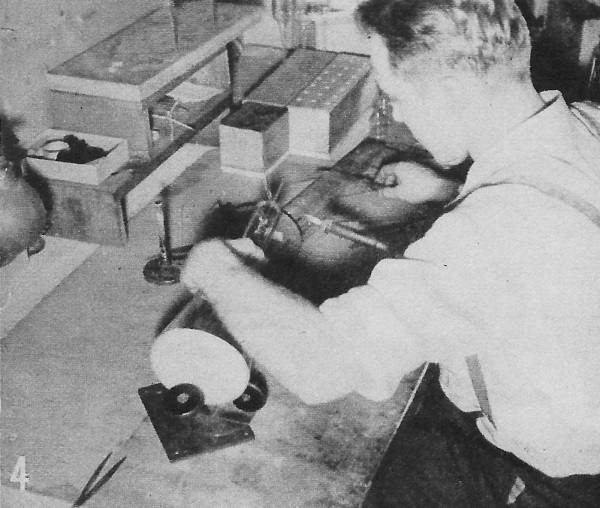
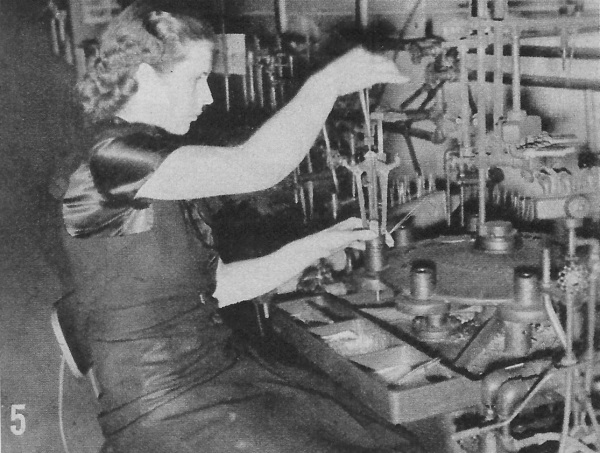
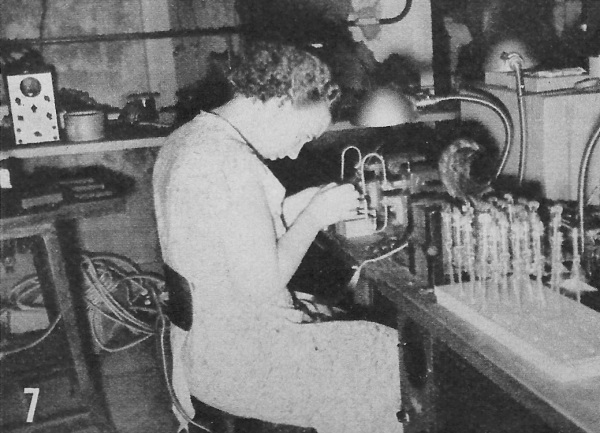
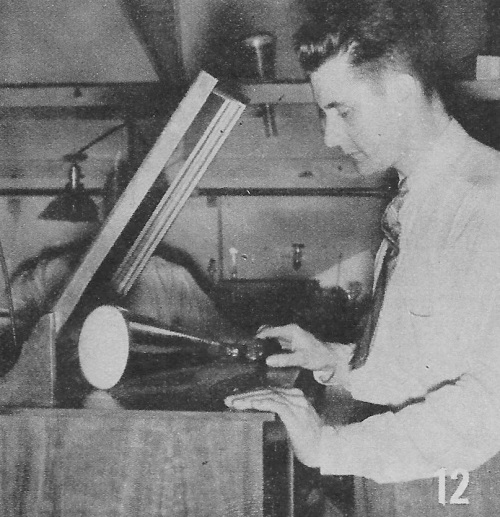
Even in the late 1930s when this article appeared in Radio News magazine, factory automation had made significant progress from the times when nearly every step of the process had to be performed by hand by workers. However, as components became smaller, more delicate, and precision assembly was essential to assure acceptable performance and reliability, direct human interaction was the only available means for getting the job done. As can be seen in this array of photos from the DuMont company's television cathode ray tube (CRT) production line, simple monochrome tubes required the precision and in-situ decision making of many kinds of skilled craftsmen (and craftswomen). Stories in later editions of various electronics magazines showed that although the level of automation had increased in the production of more complicated color CRTs, there was still a lot of manual labor involved (see list of TV articles below). How Television Cathode Ray Tubes Are Made Cathode Ray Tubes (CRTs) are almost universally used in the reception of television signals. How these complicated tubes are manufactured is clearly shown in the series of pictures below. At present the C.R. tubes are used in oscillographs.
Color and Monochrome (B&W) Television Articles
Posted January 4, 2022 |
||||