Wax nostalgic about and learn from the history of early electronics.
See articles from Radio-Craft,
published 1929 - 1953. All copyrights are hereby acknowledged.
In the mid 1930s when this
Radio-Craft magazine was published, hand-assembled
products like metal vacuum tubes were by far the rule rather than the exception for most products be they
electronics, furniture, appliances, automobiles, or toys. Many people lament - even
curse - the advent of machine automation in production, but the fact is for the
vast majority of things the consistency and quality of the finished component is
typically much greater. Toiling at the same task, in the same location, day after
day, gets unbearable very quickly for someone like me who likes to accomplish a
particular job and then move on to something new - even if "new" is defined as the
same type of endeavor but with different materials. There are many people, thankfully,
who do not mind monotony and prefer its lack of constant challenge to employment
that requires constant new challenges.
There are two vintage videos at the bottom of this page that show vacuum tubes
being manufactured.
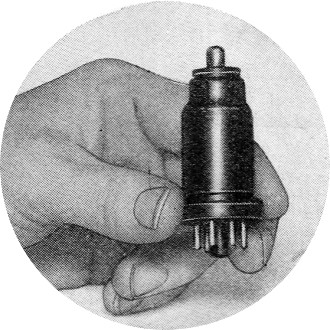
How Metal Tubes Are Made
The finished product. The metal tube, designed by G.E., is being
constructed by RCA Radiotron and many of its licensees. A feature of the new tubes
is their small dimensions.
Assembling plate and header. Eyelets fasten the plate to its
mica supports.
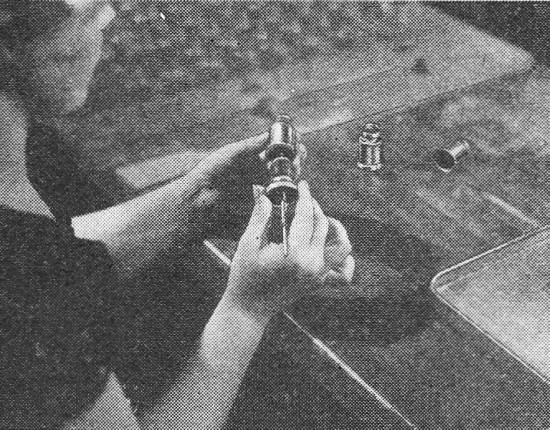
Placing the metal shell over the completed "mount." The mount
is the finished internal structure of the tube, with all elements in place. After
the shell is put in place the assembly is ready to be welded. Neither base nor cap
are added yet, since heat used in exhausting would destroy them.
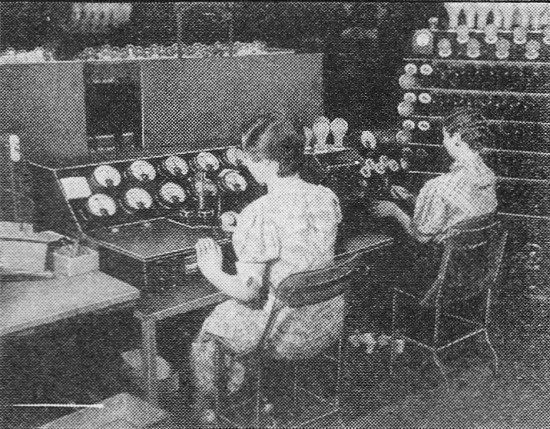
The final factory test. Here many separate, operation tests are
given to each individual tube to insure that it is as near perfect as possible.
It is said that the metal tube design effects a big decrease in the number of rejects
due to inferior tubes.
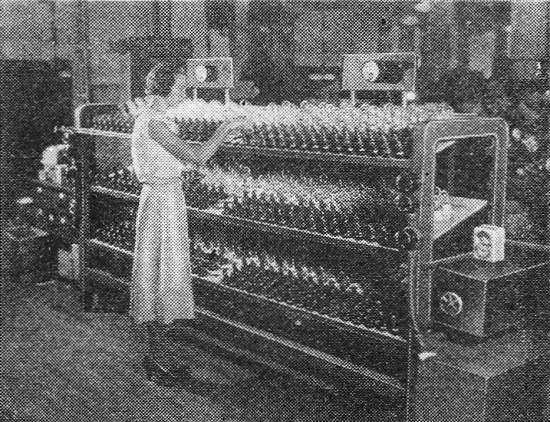
Seasoning the finished tubes. Before final inspection, they are
operated for a time sufficient to stabilize their characteristics. (RCA Radiotron
Photos)
AT&T Archives: A Modern Aladdin's Lamp (1940)
Exhausting the air from the metal tubes. Pumps draw off the air
from the tube as it rotates through the gas flames which heat it to drive out gases
occluded in the metal.
Welding eyelets to the header. The metal headers are supplied
to this machine with eyelets inserted. The water-cooled welding plunger carries
a heavy current to the assembly and welds it in one stroke. These eyelets are the
ones through which the leads of the finished tube run, the necessary insulation
being supplied by beads of a special high-resistance glass. The beads in the base,
and those used in tubes having a top-cap lead, constitute the only glass used in
the complete structure.
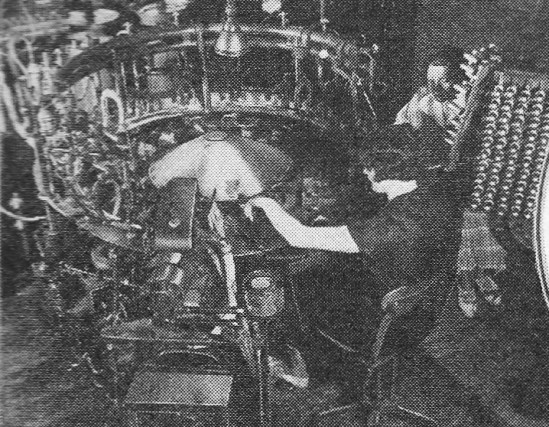
The sealing machine. This close-up shows 8 assemblies in place
ready for the sealing operation. The machine is automatically controlled, and applies
a current of 75,000 amperes to the weld for 1/30 of a second! Thyratron tube controlled
timing assures very accurate results.
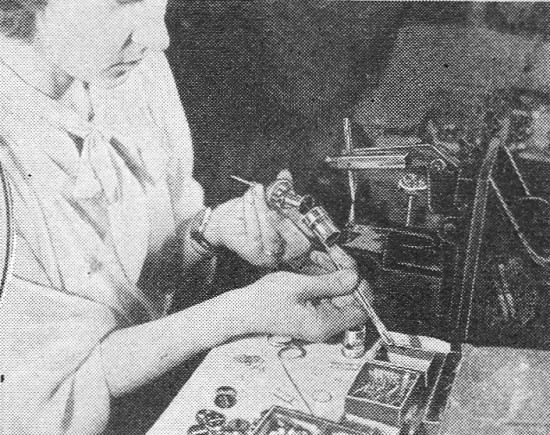
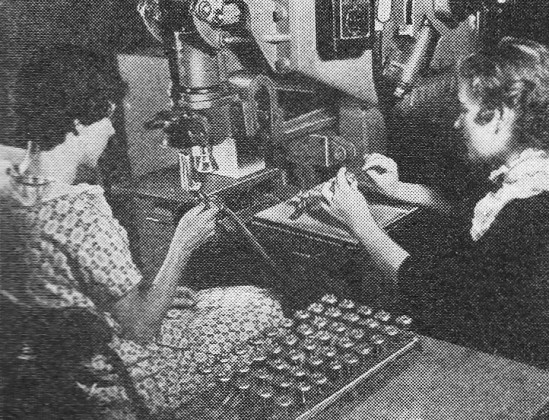
Welding exhaust tube to the header. The tube is held in position
by a jig as the operator spot-welds them to the header. Welding is again employed
in the exhausting process, since when this is completed, the exhaust tube is pinched
together in a spot welder so that the pinch is made vacuum tight.
Electrons on Parade (part 1 - RCA)
Posted January 17, 2023 (updated from original
post on 9/7/2015)