TV's Trial by Torture
|
|
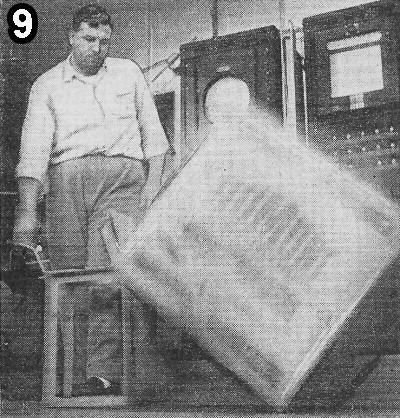
No, it's not a college engineering class prank like the yearly piano drop at MIT's Baker House or University of British Columbia in Vancouver engineering students dangling a VW Bug from the Golden Gate Bridge. This is water "dunking" test carried out by a television manufacturer to assure that its products can survive an accidental exposure to moisture. I assume the water below is fresh water and not salt water. Vacuum tube TV sets were at a great disadvantage for survivability compared to modern solid state sets with LCD displays. Even if the glass itself remains intact, precisely aligned internal elements like deflection coils, grid and plate structures can shift position and change both alignment and affect reliability. Also, in the mid 1950s there was still a lot of point-to-point wiring of components that had them suspended in air by their leads, resulting in mechanical fatigue. The "walking wounded" phenomenon would result in a TV giving up the ghost earlier than it otherwise might. TV's Trial by Torture By Carl J. Quirk
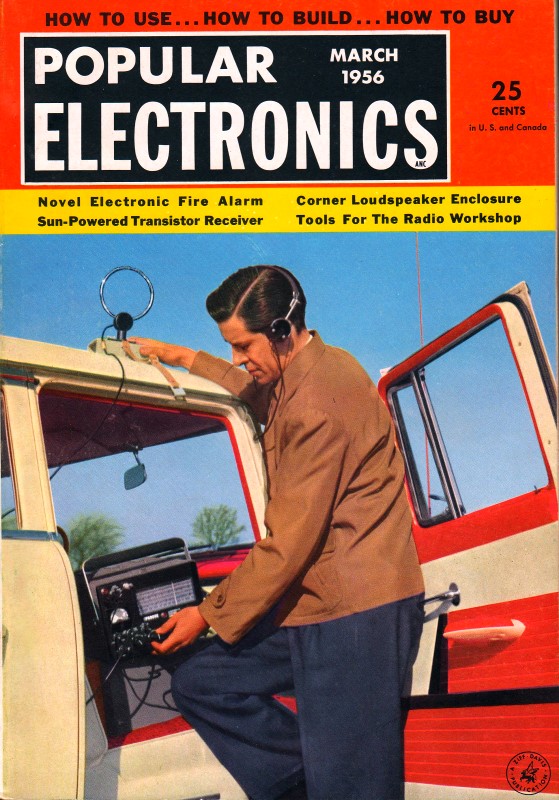
For instance? Well, delicate instruments tagged "Fragile! Handle With Care!" are tossed around like potato sacks. Some of them are dunked in bathtubs, chilled, heated, and even kicked downstairs. This scientific mangling is carried on by experts - men who really know how to give .machinery a hard time. It isn't done for fun, but because manufacturers want to know just how much use, misuse, and abuse their products can take. For while engineers can design just about any performance feature into a set, they can't always be sure the feature is rugged enough to hold up in every set that reaches a customer's house. To obtain this kind of information, they have to keep close tabs on assembly-line production. The job of finding mistakes and weaknesses is only one part of the testing operation. It's even more important to keep mistakes from happening, so test information must be fed back quickly to the production line. Some kinds of tests are applied on a spot-check or sampling basis and other tests are run on every set that comes off the line. The one shown above and those on the next two pages are part of the day-to-day quality control system used by a major electronics manufacturer.
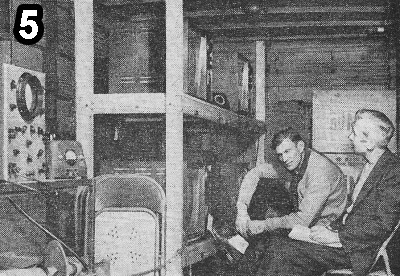
Heat and humidity tests (7, 8) are carried out in a vault-like chamber where temperature and moisture can be completely controlled by the test engineer.
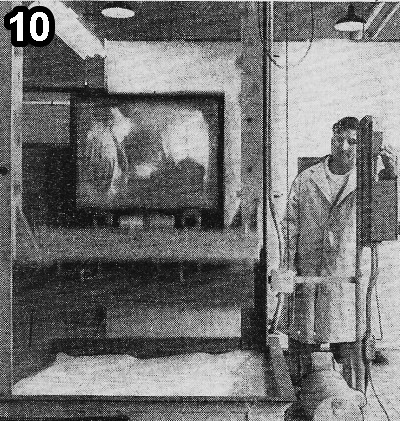
Shake test - or vibration test - (10) is performed on a specially built jiggle platform. The set is supposed to keep operating as usual during this ordeal.
Posted January 16, 2024 |
|